
Reflow soldering sounds simple.
Put solder paste on the board, place the parts, run it through an oven, and let the solder melt.
That is the basic idea. But in real production, reflow soldering is not just about heating a PCB. It is a tightly controlled thermal process that decides whether SMT assembly comes out stable, repeatable, and reliable or turns into rework, scrap, and field failures.
That is why reflow matters so much in electronics manufacturing. The machine does the heating. The process control decides the outcome.
What reflow soldering actually does
In SMT assembly, solder paste is first printed onto the PCB. Components are then placed on the paste using pick and place equipment. At that stage, nothing is permanently connected yet. The parts are only sitting in position.
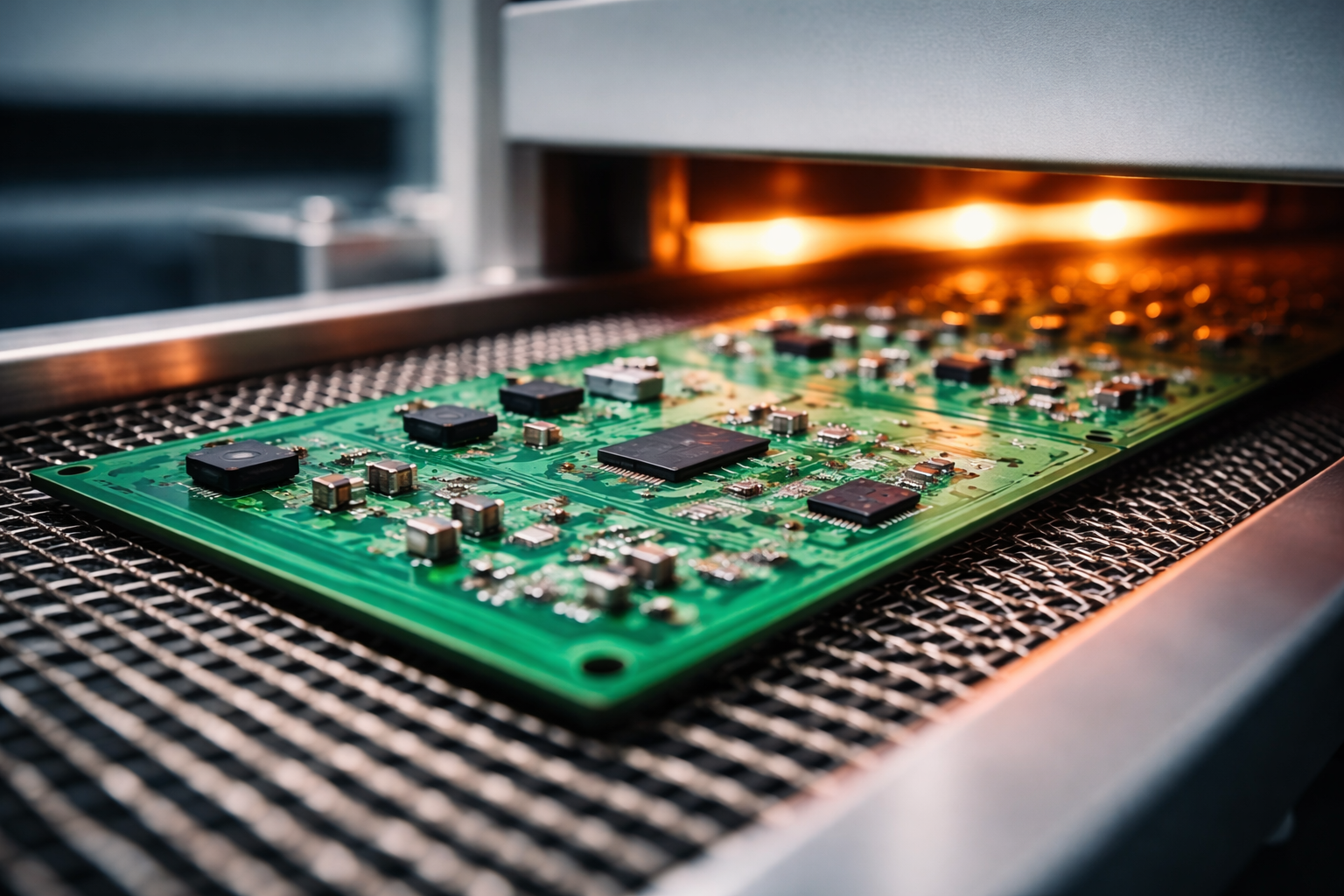
The board then passes through a reflow oven with multiple temperature zones. As the temperature rises, the paste activates, the solder alloy melts, and the joints form between the component terminations and the PCB pads. After that, the board cools and the solder solidifies into permanent electrical and mechanical connections.
On paper, that sounds straightforward.
In practice, the process only works well when the thermal profile is controlled properly from start to finish.
Why the temperature profile matters
Reflow is not one temperature. It is a sequence.
The board moves through ramp up, soak, peak reflow, and cooling. Each stage has a purpose. Ramp up prepares the assembly without shocking components. Soak helps even out temperatures across the board. Peak reflow melts the solder properly. Cooling locks the joint structure into place.
If any of those stages drift too far, problems start showing up.
Too hot, and components can be stressed or damaged. Too cold, and solder may not wet properly. Too fast, and thermal shock becomes a risk. Too uneven, and one side of a small component may reflow before the other.
That is where the process stops being “just heating.”
It becomes thermal control with tight margins.
Why small temperature changes create real defects
This is the part people often underestimate.
A small variation in oven settings, board mass, component mix, or airflow can shift the reflow result enough to create visible defects. You do not need a dramatic machine failure. A slight imbalance is often enough.
Poor reflow control can contribute to defects like:
- Solder bridges, when solder spreads or connects pads that should stay separate.
- Tombstoning, when one side of a small passive lifts because wetting forces became unbalanced.
- Cold joints, when solder does not fully wet and the final connection ends up weak.
- Insufficient solder connection, when the joint forms poorly and creates unreliable contact.
- Component stress, when parts are exposed to thermal conditions they should not have seen.
That is why engineers watch thermal profiling so closely. The board may survive the oven, but that does not mean the process was healthy.
For an external example, Indium’s article on Minimizing Tombstoning is a strong fit because it ties tombstoning directly to uneven wetting and explains why a soak style profile can help both deposits reach liquidus at the same time. That supports the article’s main point that reflow is really about thermal balance, not just applying heat.
Reflow quality starts before the oven
Another mistake is treating reflow as a standalone step.
It is not.
The oven profile matters, but its results depend heavily on what happened earlier. Stencil design, solder paste selection, paste volume, pad layout, and placement accuracy all affect how the board behaves during reflow. A good oven profile cannot fully rescue a weak upstream process. It can only work with what the board brings into it.
A good place to start is before the oven itself. Titoma’s article on Common SPI Defects in SMT Manufacturing and How to Prevent Them makes the point clearly that print quality problems show up downstream as more expensive solder defects. If paste volume is already drifting before reflow, the oven is often just where the problem becomes visible.
The board design matters too. In 10 Questions to Answer Before Starting Your DFM, Titoma specifically calls out that smaller SMT packages increase the risk of tombstoning, which fits directly with the article’s point that reflow results depend on more than oven settings alone.
That is why experienced EMS teams do not separate soldering quality from print quality, placement quality, and board design.
The process is linked all the way through.
It also helps to ground the topic in basic process language. Titoma’s piece on SMD vs SMT: A Practical Guide for Engineers is useful here because it separates the component from the assembly process, which matters when explaining that reflow soldering is one control step inside a larger SMT flow.
Why this matters in real production
For a prototype run, a weak reflow setup may still look acceptable at first. The boards boot up. The assembly appears clean enough. Everyone moves on.
Then the problems show up later.
Yield drops. Rework increases. Field failures start appearing under vibration or temperature cycling. Debug time grows because the joints are inconsistent rather than obviously broken.
That is the expensive part. Reflow problems do not always announce themselves immediately. Sometimes they leave behind joints that are just good enough to pass today and fail later.
That is why good manufacturing is not simply about getting boards through the oven. It is about getting them through with repeatable joint quality.
The same broader point shows up in this practical guide on Troubleshooting Reflow Soldering Defects, where bridging, tombstoning, and solder balling are all tied back to process variables such as paste behavior and thermal profiling. That supports the point that reflow defects are usually process signals rather than isolated machine mistakes.
Reflow soldering is really a control problem
The machine is important, but the machine is not the whole story.
Reflow soldering works when temperature, time, paste behavior, component mix, and board design stay inside a controlled process window. Once that window drifts, defects follow.
This is why strong EMS teams care so much about profile tuning, validation, and consistency. They are not being picky for fun. They are protecting yield and long term reliability.
In SMT assembly, small thermal errors turn into real manufacturing problems fast.
Final thought
Reflow soldering is more than just heating a PCB.
It is the stage where solder paste becomes a real joint, where thermal balance matters, and where small process errors can quietly turn into expensive defects.
That is why reflow is not just an oven step. It is one of the most important control points in PCB assembly.
If the process is stable, the joints are stable.
If it is not, the defects usually show up sooner or later.
