
Tombstoning is one of those SMT defects that looks dramatic and usually points to a small process imbalance, not a random mistake.
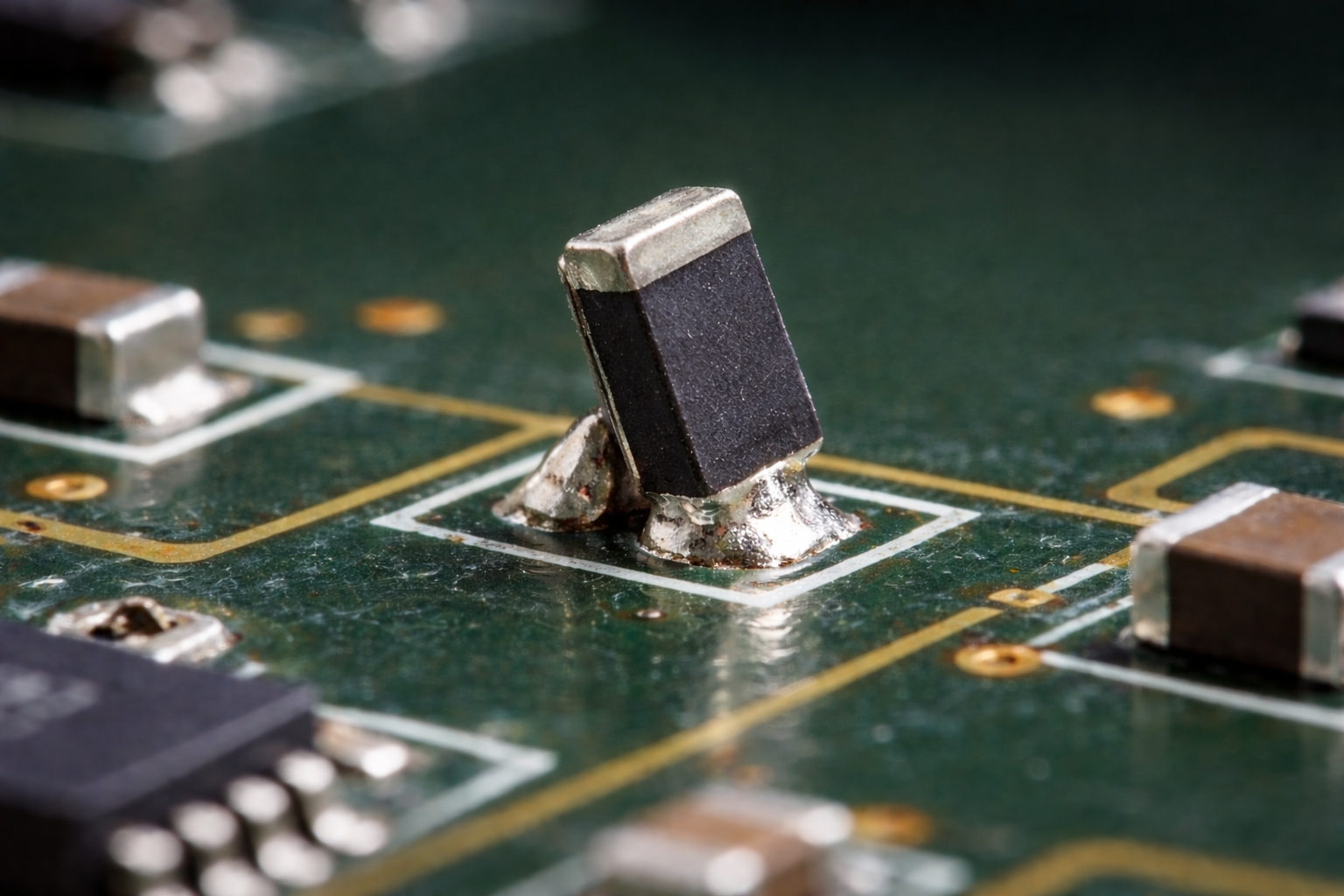
A tiny resistor or capacitor lifts on one side during reflow and ends up standing upright like a gravestone. The board looks bad, the connection is incomplete, and the fix is annoying. What makes it worse is that the root cause is often buried in details that looked harmless earlier.
That is why tombstoning matters. It is not just a visual defect. It is usually a sign that the assembly process is no longer balanced well enough to stay reliable.
What tombstoning actually is
Tombstoning happens when one end of a small passive component lifts off the PCB during reflow soldering.
Instead of both terminations wetting and settling evenly onto their pads, one side pulls first and the component rotates upward. The result is an open or weak connection, usually on chip resistors or capacitors in small packages.
This is most common with lighter two terminal components because they are easier for solder surface tension to move. The smaller the part, the easier it is for a slight imbalance to become a visible defect. That lines up with Titoma’s broader DFM point that shrinking package sizes often makes assembly less forgiving. In practice, moving to smaller SMT parts may save space on paper while quietly increasing risks like tombstoning, placement sensitivity, and lower production margin, which Titoma also touches on in 10 Questions to Answer Before Starting Your DFM.
Why it happens
Tombstoning is usually caused by uneven wetting forces between the two pads.
When solder on one side reaches liquid state first, it starts pulling before the other side has caught up. If the difference is large enough, the component lifts instead of settling flat.
That imbalance can come from several places.
- Pad geometry may be uneven.
- Stencil apertures may deposit different solder volumes on each side.
- Copper distribution under the pads may create uneven heating.
- Component placement may be slightly off center.
- The reflow profile may heat one side faster than the other.
None of these issues needs to be extreme. That is the point. Tombstoning often comes from small process differences stacking up until the part finally tips. Indium makes the same argument from the solder side in its article on minimizing tombstoning. Once one termination reaches liquidus first, the wetting force starts pulling before the other side can catch up. At that stage, the component does not need a major fault to stand up. It just needs the two ends to stop behaving the same way for a moment.
Why small passive parts are more vulnerable
Not every component tombstones equally.
Small chip resistors and capacitors are especially vulnerable because they are light, symmetrical, and easy for solder tension to move. Once packages shrink, the process window gets tighter and the same level of variation becomes harder to tolerate.
That is why a design that looks fine with larger passives can become less forgiving when the package size drops. The board did not suddenly become bad. The margin just got smaller.
The defect often starts before reflow
It is tempting to blame the oven, but that is only part of the story.
Tombstoning is often created by upstream decisions. Pad design, stencil design, solder paste volume, component spacing, copper balance, and placement accuracy all influence what happens once the board enters reflow.
By the time the part lifts, the defect may already have been designed in.
That is why tombstoning should not be treated as just a reflow problem. It is an assembly process problem that starts much earlier. Titoma’s article on Common SPI Defects in SMT Manufacturing and How to Prevent Them makes this clear in a practical way. When paste height, volume, or print consistency already drift before reflow, the oven often becomes the place where that upstream variation finally turns into a visible defect. By then, the board is only showing the result, not the original mistake.
How teams usually reduce tombstoning
The fix depends on the cause, but the general goal is always the same. Make both sides of the component behave as evenly as possible.
That may mean adjusting pad design so wetting forces stay balanced.
It may mean refining stencil apertures to equalize paste volume.
It may mean reviewing copper layout and thermal relief so one pad does not heat much faster than the other.
It may mean tightening placement accuracy.
It may mean tuning the reflow profile so both terminations approach liquidus more evenly. That matters because reflow is not only about reaching the right peak temperature. As Indium points out in its discussion of SMT soldering reflow profiling and ramp rates, ramp rate and overall thermal path also affect how evenly solder activates across the part. If one side gets there first, the balance is already broken before the component has a chance to settle flat.
In other words, the cure is not one magic setting. It is process balance.
Why tombstoning matters in production
A few lifted parts on a prototype are annoying.
The same issue in volume production becomes expensive.
Yield drops. Rework increases. Inspection catches more boards. Operators lose time fixing defects that should not have happened in the first place. And if the defect is intermittent enough, some weak assemblies may escape into test or even field use.
That is why tombstoning deserves attention even when it looks like a small passive problem. In production, small passive problems rarely stay small. Titoma’s comparison of SPI vs AOI: What They Detect in SMT Manufacturing reinforces that nicely. AOI may catch the lifted part after soldering, but the real value comes earlier, when process checks help stop that imbalance before it becomes rework.
Final thought
Tombstoning is a very visible SMT defect, but the real lesson sits underneath it.
It usually means the process is no longer balanced well enough to keep both sides of a component behaving the same way. That imbalance may come from layout, stencil design, paste deposition, placement, or reflow. Usually it is not just one thing.
That is why preventing tombstoning is less about blaming the oven and more about controlling the whole assembly flow.
A component standing on one end looks simple.
The reason it got there usually is not.
